

Utförandeanvisning
Kartonggipsskivor, spackling av skarvar
Spackling av kartonggipsskivor med kartongklädda, försänkta långsidor
Spackling av gipsskarvar är på samma gång enkelt och komplicerat. Arbetsprocesserna är i princip enkla, men det kräver insikt och rutin att ta höjd för de olika förutsättningar som påverkar det färdiga resultatet. Utförandeanvisningen gäller kartonggipsskivor med kartongklädda, försänkta långsidor, inklusive kartongklädda kortsidesskarvar.
Arbetet med spackelmassan och iläggning av skarvremsa kan delas upp i två processer, som var och en kräver optimal uppmärksamhet om spackelresultatet ska bli perfekt.
A. Spackelprocess
B. Torkprocess
Spackelprocess
Spackel och skarvremsa
1. Det är viktigt att spackelmassan bearbetas in i skarven och det appliceras tillräcklig mängd spackelmassa på ytan.
2. Skarvremsan vänds med den fabriksutförda vikningen in mot skarven, trycks fast med spackeln och pressas ned i den våta spackelmassan.
3. I samma moment skrapspacklas över skarvresan. Skarvremsan ska vara pressad så långt in, att ett tunt lager spackelmassa hamnar på utsidan av skarvremsan. Var uppmärksam på att spackelmassan under skarvremsan ska vara helt torr innan vidare behandling.
Mellanspackling
4. Skarvar, profiler och skruvhål spacklas 2 gånger och mellanslipas när ytan är torr.
Slutspackling
5. Skarvar, profiler och skruvhål spacklas en sista gång. Beroende på förväntat utfall kan slutspackling utföras som bredspackling. Ytorna slipas och är nu klara för fortsatt behandling.
Illustration av de ovan nämnda arbetsprocesserna:
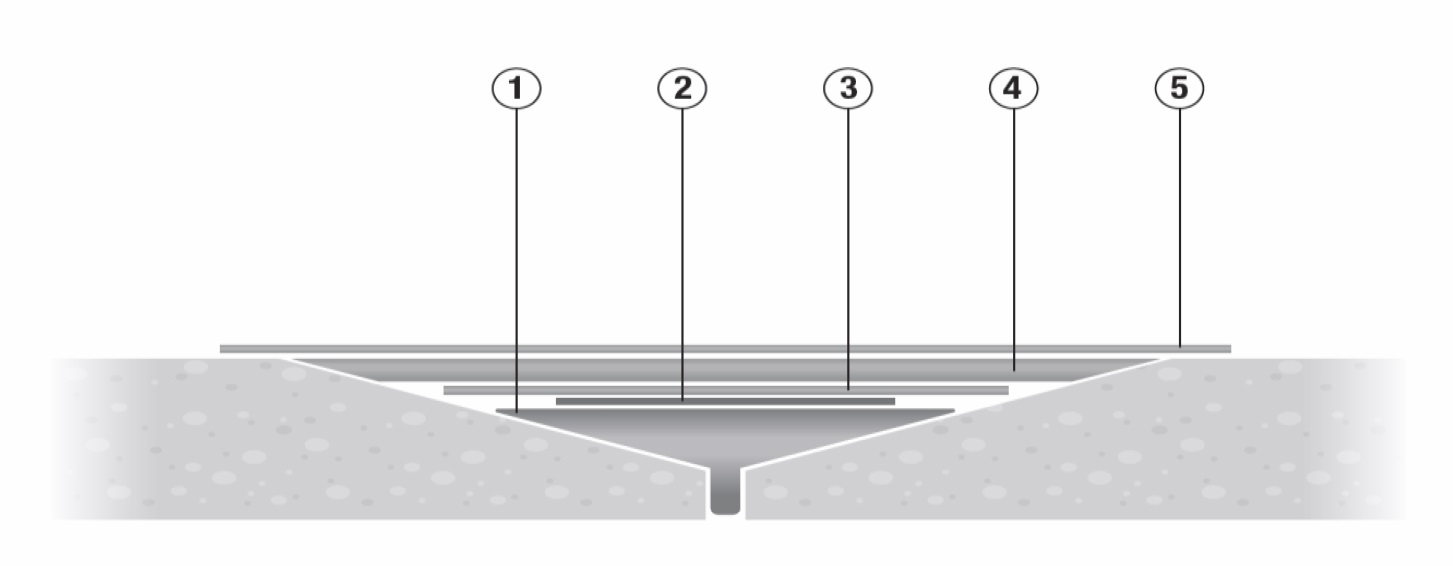
Ovanstående utgörandeanvisning säkerställer att skarvremsan är placerad mitt i spackelskiktet. Samtidigt innebär skrapspacklingen att ovansidan av spackelremsan fuktas. Det minimerar risken för kantsläpp och delaminering vid för snabb torkning.
Torkprocess
Temperatur och luftfuktighet under utförande och torkning har avgörande inflytande på det färdiga resultatet.
I samband med varje spacklingsprocess, men särskilt vid torkning efter att skarvremsan monterats, är det viktigt att inneklimatet är stabilt, utan stora variationer och att det inte är för torrt, för varmt, för fuktigt eller för kallt. Var också uppmärksam på att ytornas temperatur inte avviker från den omgivande rumsluften.
Flügger rekommenderar att spackelarbetet utföres under optimala, eller acceptabla, förhållanden. Om arbetet utförs under mindre gynnsamma förhållanden ökar risken för skador.

Tabellen anger förväntade torktider och intervaller mellan behandlingar vid olika kombinationer av temperatur och luftfuktighet. De angivna värdena kan variera beroende på skikttjocklek och vilken av våra produkter som används. För att undgå fördröjd sjunkning är det avgörande att spackelmassan är helt torr mellan varje behandling.
Typiska problem på grund av låg luftfuktighet och hög temperatur
1. Kort öppentid, svårt att bearbeta spacklet
2. Kantsläpp
3. Delaminering
4. Sprickbildning
5. Försämrad vidhäftning
Typiska problem på grund av hög luftfuktighet och låg temperatur
1. Lång torktid
2. Blåsor och bubblor i skarvremsan
3. Dåliga slipegenskaper på spacklet
4. Fördröjd sjunkning och synliga spackelskarvar
5. Försämrad vidhäftning
Utöver applicering, torkförutsättningar och efterbehandling är korrekt monterade gipsskivor och underliggande konstruktion avgörande för att det samlade resultatet ska leva upp till förväntningarna. Om en eller flera av de nämnda omständigheterna inte uppfyllts, ökas risken för skador och reklamationer betydligt.
Det är en förutsättning att gipsskivorna är uppsatta i enlighet med gipstillverkarens anvisningar och standarder. Vid eventuella reklamationer lägger Flügger den samlade dokumentationen för konstruktion, skivmontering och spackelarbete till grund för vår värdering. Här inkluderas även dokumentation på att spackelarbetet är utfört inom de rekommenderade ramarna för temperatur och luftfuktighet.